



טעקנאַלאַדזשיקאַל פּראָצעס
נאַטירלעך גאַז קאַמפּרעשאַן און קאַנווערזשאַן
די נאַטירלעך גאַז אַרויס די באַטאַרייע לימיט איז ערשטער פּרעשערייזד צו 1.6מפּאַ דורך די קאַמפּרעסער, דעמאָלט העאַטעד צו וועגן 380 ℃ דורך די קאָרמען גאַז פּרעהעאַטער אין די קאַנוועקשאַן אָפּטיילונג פון די פּאַרע רעפאָרמער אויוון, און גייט אריין די דעסולפוריזער צו באַזייַטיקן די שוועבל אין די קאָרמען גאַז אונטער 0.1 פּפּם. די דיסולפוריזעד קאָרמען גאַז און פּראָצעס פּאַרע (3.0מפּאַאַ) סטרויערן די געמישט גאַז פּרעהעאַטער לויט די אָטאַמאַטיק ווערט פון ה2אָ / ∑ C = 3 ~ 4, ווייַטער פּרעהעאַט צו מער ווי 510 ℃, און יוואַנלי אַרייַן די קאַנווערזשאַן רער פון דער אויבערשטער גאַז זאַמלונג הויפּט רער און אויבערשטער פּיגטאַיל רער. אין די קאַטאַליסט שיכטע, מעטיין ריאַקץ מיט פּאַרע צו דזשענערייט CO און H2. די היץ פארלאנגט פֿאַר מעטיין קאַנווערזשאַן איז צוגעשטעלט דורך די ברענוואַרג געמיש פארברענט אין די דנאָ בורנער. די טעמפּעראַטור פון די קאָנווערטעד גאַז אויס פון די רעפאָרמער אויוון איז 850 ℃, און די הויך טעמפּעראַטור איז קאָנווערטעד צו הויך טעמפּעראַטור. די טעמפּעראַטור פון די קאַנווערזשאַן גאַז פון די וויסט היץ קעסל טראפנס צו 300 ℃, און דער קאַנווערזשאַן גאַז גייט אריין די קעסל פיטער וואַסער פּרעהעאַטער, קאַנווערזשאַן גאַז וואַסער קולער און קאַנווערזשאַן גאַז וואַסער סעפּאַראַטאָר אין קער צו צעטיילן די קאַנדאַנסייט פון דעם פּראָצעס קאַנדאַנסייט, און פּראָצעס גאַז איז געשיקט צו די PSA.
די נאַטירלעך גאַז ווי ברענוואַרג איז געמישט מיט די דרוק מאַך אַדסאָרפּטיאָן דעסאָרפּטיאָן גאַז, און דעמאָלט די ברענוואַרג גאַז באַנד אין די ברענוואַרג גאַז פּרעהעאַטער איז אַדזשאַסטיד לויט די גאַז טעמפּעראַטור אין די ווענטיל פון די רעפאָרמער אויוון. נאָך לויפן אַדזשאַסטמאַנט, די ברענוואַרג גאַז גייט אריין די שפּיץ בורנער פֿאַר קאַמבאַסטשאַן צו צושטעלן היץ צו די רעפאָרמער אויוון.
די דעסאַלטעד וואַסער איז פּרעהעאַטעד דורך די דעסאַלטעד וואַסער פּרעהעאַטער און קעסל פיטער וואַסער פּרעהעאַטער און גייט אריין די ביי-פּראָדוקט פּאַרע פון יושקע גאַז וויסט קעסל און רעפאָרמינג גאַז וויסט קעסל.
אין סדר צו מאַכן די קעסל פיטער וואַסער טרעפן די רעקווירעמענץ, אַ קליין סומע פון פאָספאַטע לייזונג און דעאָקסידיזער זאָל זיין מוסיף צו פֿאַרבעסערן די סקיילינג און קעראָוזשאַן פון קעסל וואַסער. די פּויק זאָל קאַנטיניואַסלי אָפּזאָגן טייל פון קעסל וואַסער צו קאָנטראָלירן די גאַנץ צעלאָזן סאָלידס פון קעסל וואַסער אין די פּויק.
דרוק מאַך אַדסאָרפּטיאָן
PSA באשטייט פון פינף אַדסאָרפּטיאָן טאָווערס. איין אַדסאָרפּטיאָן טורעם איז אין אַדסאָרפּטיאָן שטאַט אין קיין צייט. די קאַמפּאָונאַנץ אַזאַ ווי מעטיין, טשאַד דייאַקסייד און טשאַד מאַנאַקסייד אין די קאַנווערזשאַן גאַז בלייַבן אויף די ייבערפלאַך פון די אַדסאָרבענט. הידראָגען איז געזאמלט פון די שפּיץ פון די אַדסאָרפּטיאָן טורעם ווי ניט-אַדסאָרפּטיאָן קאַמפּאָונאַנץ און געשיקט אויס פון די גרענעץ. די אַדסאָרבענט סאַטשערייטאַד דורך טומע קאַמפּאָונאַנץ איז דעסאָרבעד פון די אַדסאָרבענט דורך די רידזשענעריישאַן שריט. נאכ ן צונויפזאמלע ן װער ט ע ס געשיק ט אי ן דע ר רעפארמאטארישע ר אוױו ן װ י ברענשטאף . די רידזשענעריישאַן סטעפּס פון די אַדסאָרפּטיאָן טורעם זענען פארפאסט פון 12 סטעפּס: ערשטער מונדיר קאַפּ, רגע מונדיר קאַפּ, דריט מונדיר קאַפּ, פאָרויס אָפּזאָגן, פאַרקערט אָפּזאָגן, פלאַשינג, דריט מונדיר העכערונג, רגע מונדיר העכערונג, ערשטער מונדיר העכערונג און לעצט העכערונג. נאָך רידזשענעריישאַן, די אַדסאָרפּטיאָן טורעם איז ווידער טויגעוודיק פון טרעאַטינג קאָנווערטעד גאַז און פּראָדוצירן הידראָגען. די פינף אַדסאָרפּטיאָן טאָווערס נעמען טורנס צו דורכפירן די אויבן סטעפּס צו ענשור קעסיידערדיק באַהאַנדלונג. דער ציל פון קאַנווערטינג גאַז און קעסיידער פּראָדוצירן הידראָגען אין דער זעלביקער צייט.
מיטל טשאַראַקטעריסטיקס
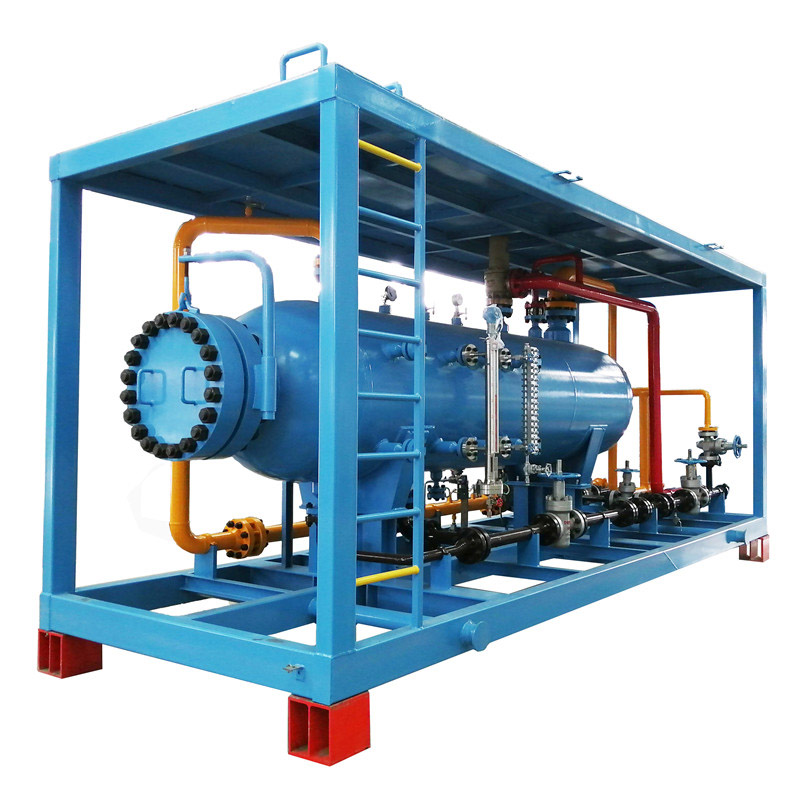
די קוילעלדיק גליטשנ מאָונטעד פּלאַן ענדערונגען די טראדיציאנעלן אויף-פּלאַץ ינסטאַלירונג מאָדע. דורך פּראַסעסינג, פּראָדוקציע, פּייפּינג און גליטשנ פאָרמינג אין די פירמע, דער גאנצער פּראָצעס פּראָדוקציע קאָנטראָל פון מאַטעריאַלס, פלאָ דיטעקשאַן און דרוק פּרובירן אין די פירמע איז גאָר איינגעזען, וואָס פאַנדאַמענטאַלי סאַלווז די קוואַליטעט קאָנטראָל ריזיקירן געפֿירט דורך באַניצער ס אויף-פּלאַץ קאַנסטראַקשאַן, און באמת. אַטשיווז די גאנצע פּראָצעס קוואַליטעט קאָנטראָל.
אַלע פּראָדוקטן זענען מאָונטעד אין די פירמע. דער געדאַנק פון מאַנופאַקטורינג אין דער פאַבריק איז אנגענומען. נאָך דורכגיין די פאַבריק וועראַפאַקיישאַן, זיי זענען דיסאַסעמבאַלד לויט די געגרינדעט דיסאַססעמבלי סכעמע און געשיקט צו דער באַניצער 'ס פּלאַץ פֿאַר ריאַסעמבאַל. די קאַנסטראַקשאַן באַנד אויף דער פּלאַץ איז קליין און די קאַנסטראַקשאַן ציקל איז קורץ.
דער גראַד פון אָטאַמיישאַן איז זייער הויך. די אָפּעראַציע פון די מיטל קענען זיין גאָר אָטאַמאַטיק מאָניטאָרעד און קאַנטראָולד דורך דער אויבערשטער סיסטעם, און די שליסל דאַטן קענען זיין ופּלאָאַדעד צו די וואָלקן סערווער אין פאַקטיש צייט פֿאַר ווייַט דיטעקשאַן, אַזוי צו פאַרשטיין די אַנמאַנד פאַרוואַלטונג אויף פּלאַץ.
די מאָביליטי פון די מיטל איז זייער שטאַרק. לויט די ספּעציפיש סיטואַציע פון די פּרויעקט, די מיטל קענען זיין אריבערגעפארן צו אן אנדער אָרט און געוויינט נאָך סליפּינג מאָונטעד ווידער, אַזוי צו פאַרשטיין די רייוס פון די ויסריכט און ענשור די מאַקסימום נוץ פון די ווערט פון די ויסריכט.
לויט די הידראָגען פאָדערונג פון די כיידראַדזשאַניישאַן סטאַנציע, דורכפירן נאָרמאַל פּראָצעס פּלאַן און די פּלאַן פּרינציפּ פון קאָמבינאַציע לויט דעם פּראָצעס מאָדולע צו פאַרשטיין די סטאַנדערדייזד פּראָדוקציע פון פּראָדוקטן און פאָרעם נאָרמאַל סעריע פּראָדוקטן, וואָס איז באַקוועם פֿאַר די באַניצער ס ויסריכט פאַרוואַלטונג, פּראָסט ספּער. טיילן און רעדוצירן די אָפּעראַציע קאָס פון די אַפּאַראַט.
צו סאַכאַקל, גליטשנ מאָונטעד נאַטירלעך גאַז הידראָגען פּראָדוקציע אַפּאַראַט איז די מערסט פּאַסיק הידראָגען מקור פֿאַר צוקונפֿט אָפּעראַציע פון כיידראַדזשאַניישאַן סטאַנציע.

-

פאַבריק אַוטלעץ פֿאַר טשיינאַ קנג דרוק רעגולאַטאָ ...
-
פאַבריק כאָולסייל טשיינאַ מאַנופאַקטורע צושטעלן נאַטו ...
-

כינעזיש פאַכמאַן לנג פּיק מאָדולאַטיאָן רעזערוו ...
-

טיילערד הידראָגען פּראַדוסינג פאַבריק פון נאַטירלעך גאַז
-
שפּיץ סאַפּלייערז טשיינאַ CSI מאַכט, נינגדאָנג, 2 ...
-

ראָנגטענג הידראָגען פּראָדוקציע אַפּאַראַט פֿאַר נאַטירלעך גאַז


